SONY 开发的电路板实现工业检测系统 VARIR
日本 Sony 旗下公司 Sony EMCS Corporation Kohda TEC 是全球领先的电子板检测系统制造商。
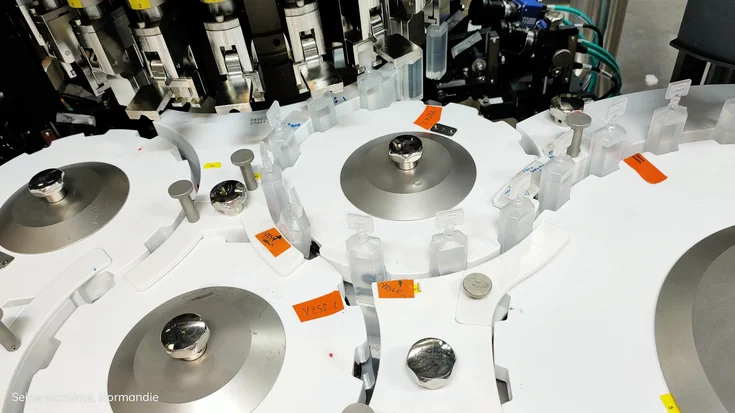
如今随着产品越来越小巧轻便,电子线路板生产工艺需要的实现密度也越来越高。电子线路板检测系统 VARIR(视觉精度废品检测机器人)正是为满足这一市场需求而开发。VARIR 与“barrier”谐音,这个名字表示它可以像“屏障”一样,防止有缺陷的电路板流出。…
HALCON
机器人技术
Blob 分析
过滤技术
匹配-Matching
测量-Measuring


![[Translate to Chinese:] Warehouse where cheese wheels age during the ripening process](https://www.mvtec.com/fileadmin/_processed_/1/d/csm_success_story_mvtec_eberle_2_673d7c329f.webp "[Translate to Chinese:] Cheese Warehouse with Stored Cheese Wheels")