Dynamic OCR inspection with HALCON ensures maximum product quality
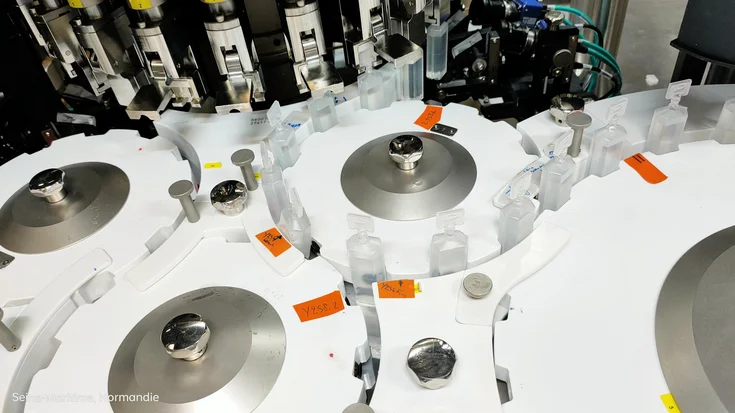
In the pharmaceutical industry, strict compliance regulations require medical product packaging to be correctly labeled before delivery. To meet these requirements, the Chinese company Shenzhen Jiangrun Xuneng Technology has developed a powerful mach…
HALCON
Medical Supplies & Pharmaceutical
Bar Code & 2D Code Reading
OCR