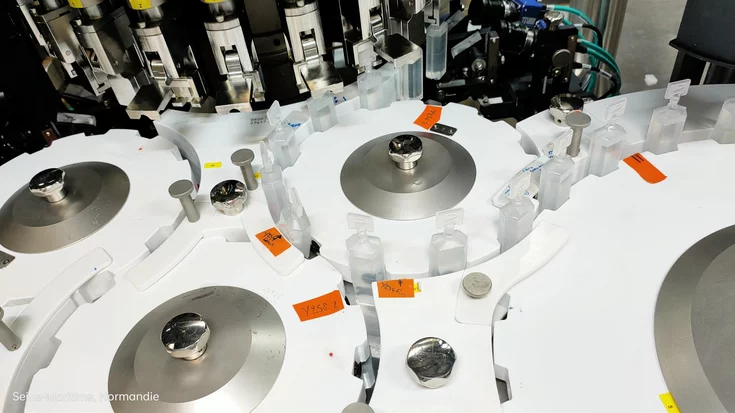
In der Pharmaindustrie gelten strenge Compliance- und Kennzeichnungsvorschriften. Verpackungen medizinischer Produkte müssen vor der Auslieferung korrekt und vollständig beschriftet sein. Das chinesische Unternehmen Shenzhen Jiangrun Xuneng Technolog…
HALCON
Medizinbedarf & Pharmazie
Lesen von Bar- & 2D-Codes
OCR


![[Translate to German:] Warehouse where cheese wheels age during the ripening process](https://www.mvtec.com/fileadmin/_processed_/1/d/csm_success_story_mvtec_eberle_2_673d7c329f.webp "[Translate to German:] Cheese Warehouse with Stored Cheese Wheels")