Success Story
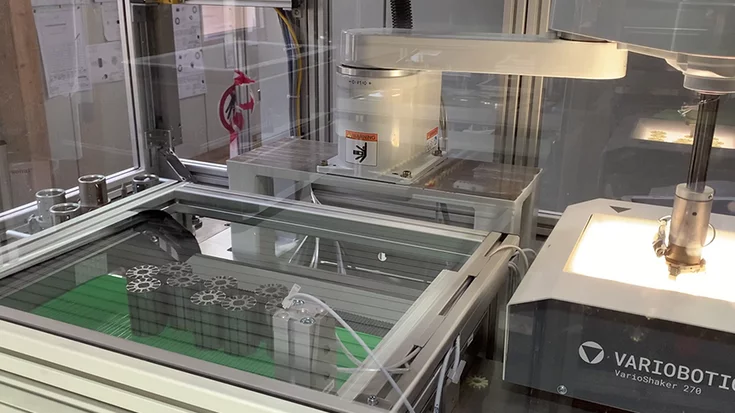
Ein Beispiel für eine solche Lösung ist das von Eberle entwickelte vollautomatisierte System, das aus einem mobilen Pflegeroboter und industrieller Bildverarbeitung aus dem Hause MVTec besteht. Diese Lösung verringert den Ausschuss von Käselaiben während des Reifeprozesses, verbessert die Qualität und senkt die Kosten.

Käse ist weltweit sehr beliebt, was die stetig steigende Nachfrage erklärt. Diese Entwicklung hat verschiedene Auswirkungen auf Käseproduzenten und stellt sie vor neue Herausforderungen. Besonders Käsereien in Europa spüren den Fachkräftemangel. Gleichzeitig gewinnt Nachhaltigkeit zunehmend an Bedeutung. Daher arbeitet die Branche daran, den Ausschuss zu reduzieren, um Ressourcen zu schonen. Zudem steigen die Anforderungen der Konsumenten in Bezug auf Qualität und Vielfalt.
„Eine Lösung für diese Herausforderungen liegt in der durchgängigen Automatisierung des Reifeprozesses der Käselaibe“, sagt Dorian Köpfle, Machine Vision Engineer bei der Eberle Automatische Systeme GmbH & Co. KG, und ergänzt: „Käselaibe reifen in klimatisierten Räumen oft bis zu 14 Monate. Die hohen Lagerkosten und der Wunsch nach minimalem Ausschuss erfordern eine regelmäßige Kontrolle auf Schimmel. Für Mitarbeiter ist es jedoch unmöglich, tausende Käselaibe zu überprüfen. Daher wurden wir von der Käserei Gebr. Baldauf GmbH & Co. KG beauftragt, eine automatisierte Lösung zu entwickeln.“
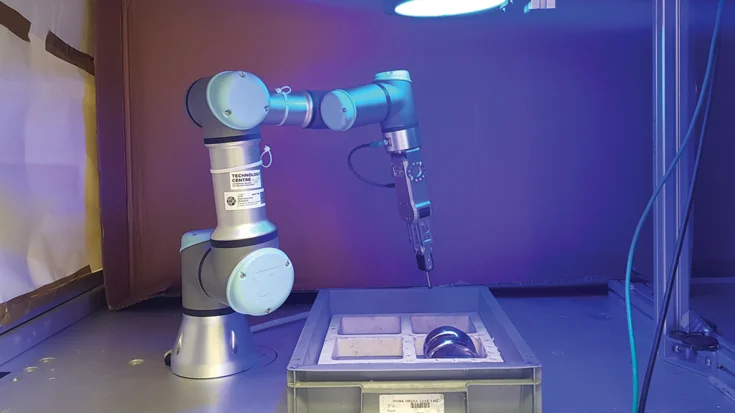
Eberle, ein Unternehmen aus Dornbirn, Österreich und Certified Integration Partner von MVTec, ist auf Automatisierungslösungen für die Lebensmittelindustrie, Robotik und industrielle Bildverarbeitung spezialisiert. Eberle arbeitete bei der Entwicklung der Lösung mit Leu-Anlagenbau zusammen, einem Schweizer Unternehmen, das den mobilen Pflegeroboter beisteuerte.

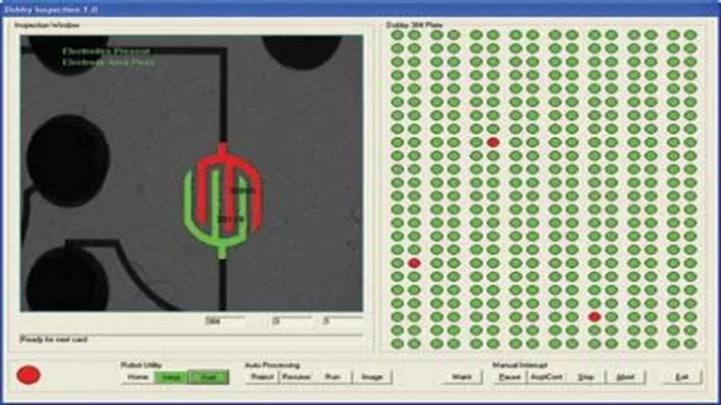
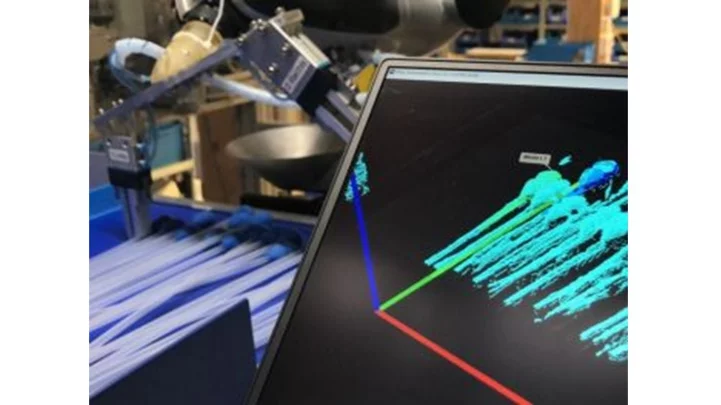
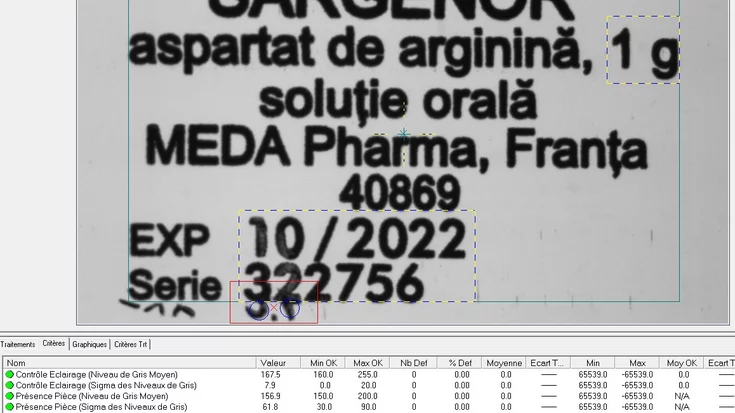
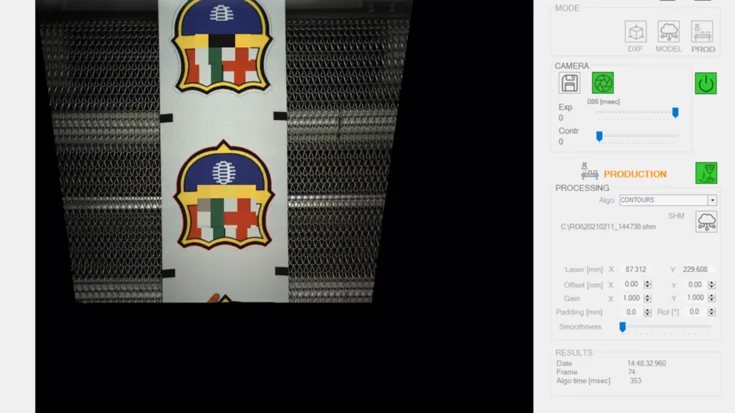
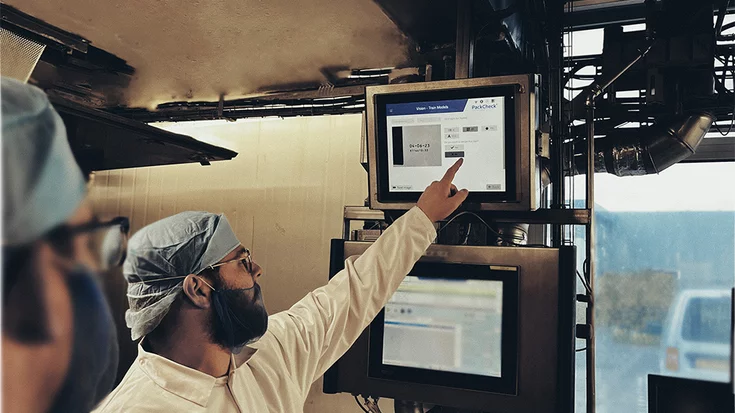
Vor jedem Pflegeprozess durch den Roboter werden die Käselaibe mithilfe von Machine Vision auf Fehlerstellen wie Schimmelsporen geprüft. Die von der Kamera aufgenommenen Bilder werden mit der MVTec HALCON Software ausgewertet. Die Ergebnisse werden in einer Datenbank gespeichert, die über ein Web-Interface zugänglich ist, sodass der Kunde fehlerhafte Käselaibe frühzeitig erkennen und den Pflegeprozess anpassen kann. Gleichzeitig führt der mobile Roboter die Pflegearbeiten durch, indem er die Käselaibe bürstet und mit Pflegeflüssigkeiten behandelt, um die Rindenbildung zu kontrollieren und unerwünschte Schmierschichten zu entfernen.

Das Ziel der Automatisierung war es, eine 100-prozentige Kontrolle während der gesamten Reifezeit des Käses zu ermöglichen – etwas, das mit menschlicher Kontrolle bisher nicht möglich war. Dies reduziert den Ausschuss, indem Qualitätsabweichungen frühzeitig erkannt werden, und steigert gleichzeitig die Produktqualität durch individuelle Pflege jedes Käselaibs. Zudem wurden die Standardisierung der Qualitätskontrolle, lückenlose Rückverfolgbarkeit und Effizienzsteigerung angestrebt. Das System bildet außerdem die Grundlage für eine langfristige Datenanalyse und zukünftige KI-Anwendungen.
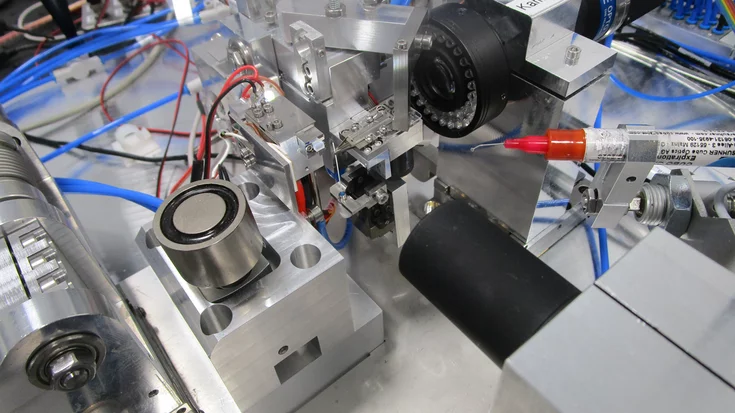
Die Lösung umfasst einen Pflegeroboter, der mit Balkenbeleuchtung und einer 4K-Farbzeilenkamera ausgestattet ist. Ein kompakter Industrie-PC wird als Hardware eingesetzt, während ein zentraler Rechner beim Kunden für die Deep-Learning-basierte Klassifikation sorgt. Die Software MVTec HALCON für industrielle Bildverarbeitung wird zusammen mit Eberles eigener „Storage“-Software zur Überwachung und Dokumentation des Pflegprozesses verwendet.
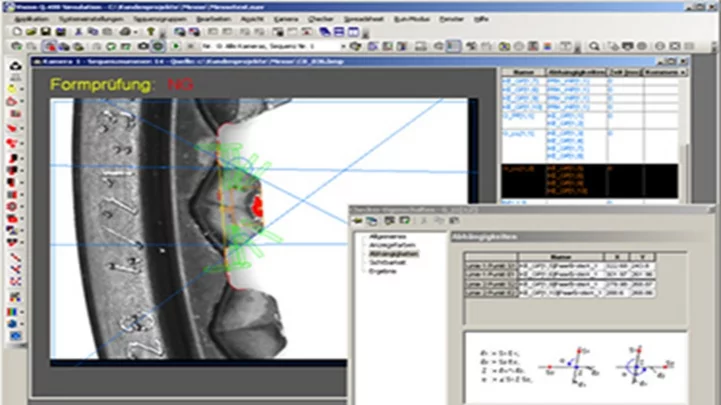
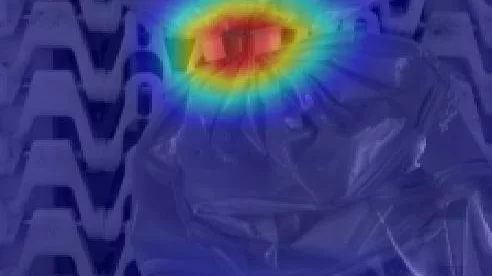
Die Entwicklung der Lösung war technisch anspruchsvoll, insbesondere wegen der verschiedenen Käsetypen und Reifegrade, die in der Praxis unterschiedlich aussehen und sich während der Reifung stark verändern. Traditionelle Bildverarbeitungsmethoden stießen hier an ihre Grenzen. MVTec HALCON setzte auf KI, um Anomalien durch Deep Learning zuverlässig zu erkennen.
Felix Podhorsky, Business Development Manager bei MVTec, erklärt: „HALCON ist in der Lage, Anomalien jeglicher Art zuverlässig zu erkennen, indem es verschiedene Bildverarbeitungsmethoden miteinander kombiniert. Zunächst werden die relevanten Bereiche des Bildes identifiziert, bevor die Klassifikation und Analyse stattfinden.“ Und Christoph Muxel, bei Eberle verantwortlich für die Customer Relations, ergänzt: „Wir arbeiten schon seit mehreren Jahren mit MVTec zusammen, da uns der große Funktionsumfang und die Leistungsfähigkeit der MVTec-Produkte und ihre einfache Handhabung, auch für verschiedenste Kameras, begeistern“.

Neben der Bildverarbeitung war es eine Herausforderung, die vollständig automatisierte Inspektion zu ermöglichen. Durch die unterschiedlichen Käsetypen und Reifegrade war es notwendig, ein Trainingsmodell zu entwickeln, das diese Unterschiede berücksichtigt. So kann der Kunde über die Lagerverwaltung die Klassifizierung der Bilder vornehmen, doch Eberle strebt eine vollautomatische Inspektion an.
Das System, das seit Dezember 2024 in Betrieb ist, hat die Erwartungen übertroffen. „Unsere Käsequalitätskontrolle ist ein Leuchtturmprojekt für Digitalisierung und Automatisierung in der Lebensmittelindustrie. Der Kunde konnte Kosten senken, die Qualitätssicherung verbessern und die Grundlage für weitere smarte Prozesse schaffen“, sagt Dorian Köpfle.
Durch die Automatisierung konnte der manuelle Aufwand reduziert und gleichzeitig die Häufigkeit der Inspektionen erhöht werden. Dies führte zu einer Senkung des Produktausschusses, da Abweichungen wie Risse oder Schimmel frühzeitig erkannt und Maßnahmen ergriffen wurden.
Das System ermöglichte eine lückenlose digitale Dokumentation, automatisierte Qualitätsmerkmale und eine durchgängige Rückverfolgbarkeit. Langfristig hilft eine tiefgehende Datenanalyse, die Reifung weiter zu optimieren. Zudem ist das System bereit für die Integration in digitale Plattformen wie ERP oder Cloud und kann skaliert werden, um verschiedene Käsesorten zu berücksichtigen.
Angesichts des Erfolgs dieses Pilotprojekts plant Eberle, das System als standardisierte Lösung für die gesamte Käseindustrie weiterzuentwickeln. „Wir möchten das Kamerasystem in mobile Pflegeroboter und stationäre Pflegeanlagen weltweit integrieren. Das Projekt im Allgäu zeigt, wie Machine Vision zur Steigerung von Qualität, Effizienz und Wettbewerbsfähigkeit in der Käseproduktion beitragen kann“, erklärt Christoph Muxel.